品质cpk是什么意思 Cmk、Cpk、Ppk区别及应用
品质cpk是什么意思
本文核心内容:Cmk、Cpk、Ppk区别及应用和品质cpk是什么意思的小经验,接下来「领啦网」小编为网友介绍。
Cmk 针对对象是--设备对产品质量的能力指数
Cmk 是德国汽车行业常采用的参数,称为 临界机器能力指数 , 是衡量设备运行稳定性的一个指标。
CMK仅考虑设备本身对产品结果的影响,因此,在采样时对除设备因素外的其他因素要严加控制;
CMK考虑的是短期离散,因此取样必须是短时间内取样;
CMK同时考虑样本分布的平均值与规范中心值的偏移;
CMK使用时机
1、新机器验收时
2、机器大修后
3、新产品试制时
4、产品不合格追查原因时
5、在机械厂应和模具结合在一起考虑
CMK使用流程
序号
工作事项
要求
备注
1
人员准备
选择技能水平和操作熟练程度高的生产线操作工和质检员
消除人员、物料、工艺、环境和生产环境带来的波动
2
物料准备
确保原料稳定性,应做到:
1、 使用同一批原料,评估期间不换批
2、 若有条件,评估原料的稳定性,如计算其过程性能指数
3
环境准备
确保生产环境符合工艺要求
4
工艺准备
确保工艺操作标准化,人员操作时严格按照工艺要求执行。若开工后需要一定时间的稳定,应等工艺稳定后方可实施抽样和测量。
5
测量工具准备
使用前校准,已确认测量工具带来的误差
6
抽样方案
计算设备能力指数的数据,快速的从生产线上随机抽取。应做到:
1、 每分钟抽取一根玻管;
2、 连续抽取20根
消除由于时间延续而带来的不可控异常因素的影响
7
测量方案
确定测量方案,包括:
1、 确定测量指标,如外径、壁厚
2、 确定单个产品上的测量点数。如测量任意值、最大值和最小值。
3、 确定测量标准化操作程序
4、 确定数据修约标准
消除测量带来的波动
7
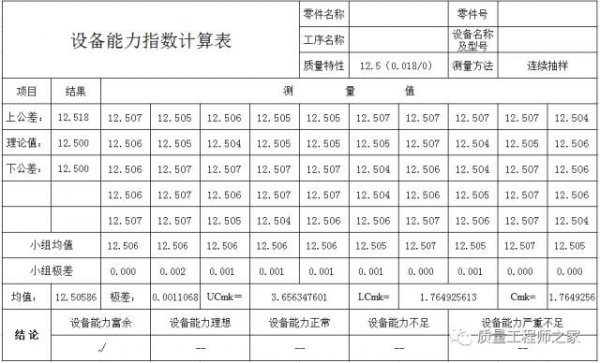
Cmk计算
利用公式计算设备能力指数,可从mintab中实现
8
评估
1、 设备能力指数评估分级
2、 设备能力指数与工序性能指数比较评估
设备能力指数通常应高于1.33
9
行动计划
根据评估结果确定提升生产工序能力的行动计划。
设备能力不足时,首先应对生产线设备进行全面检修或改造。
行动计划应包含5W2H七要素
Cpk 针对对象是--生产系统对产品质量的能力指数
CPK是指 过程能力指数 ,是指工序在一定时间里,处于 控制状态(稳定状态) 下的 稳定过程的 实际加工能力。
CPK 是指操作者、设备、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程能力指数。
CPK计算经常与控制图Xbar-R图一起使用(判断是否是稳定状态,确定授控后,才计算CPK)
分组抽样,长时间取样
考虑中心有偏移

PPK是指过程性能指数 ,是进入大批量生产前,对小批生产的能力评价 , PPK反映的是当前合格率水平 。
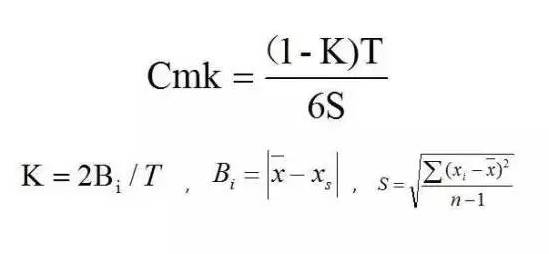
S:取样数据的标准差,用STDEV公式直接计算
T:公差范围,即上、下极限值之差
K: 为修正系数或偏离系数
Bi:平均值Xbar 和测量的理论中间值之差
Bi=[ Xbar - 图纸中间值 -(上偏差+下偏差)/2]