连杆由哪三部分组成 汽车发动机连杆生产工艺全解(2)
连杆由哪三部分组成

2、加工顺序的安排和加工阶段的划分
连杆的尺寸精度、形状精度和位置精度的要求都很高,但刚度又较差,容易产生变形。连杆的主要加工表面为大小头孔、两端面、连杆盖与连杆体的接合面和螺栓等。
次要表面为油孔、锁口槽等。还有称重去重、检验、清洗和去毛刺等工序。连杆是模锻件,孔的加工余量较大,切削加工时易产生残余应力。
因此,在安排工艺过程时,应把各主要表面的粗、精加工工序分开。这样,粗加工产生的变形就可以在半精加工中得到修正。
半精加工中产生的变形可以在精加工中得到修正,最后达到零件的技术要求同时在工序安排上先加工定位基准。

连杆工艺过程可分为以下阶段:
(1)粗加工阶段
粗加工阶段也是连杆体和盖合并前的加工阶段:主要是基准面的加工,包括辅助基准面加工,准备连杆体及盖合并所进行的加工,如两者对口面的铣、磨等。
(2)半精加工阶段
半精加工阶段也是连杆体和盖合并后的加工,如精磨两平面,半精楼大头孔及孔口倒角等。总之,是为精加工大、小头孔作准备的阶段。
(3)精加工阶段
精加工阶段主要是最终保证连杆主要表面上大、小孔全部达到图纸要求的阶段,如珩磨大头孔、精镗小头轴承孔等。
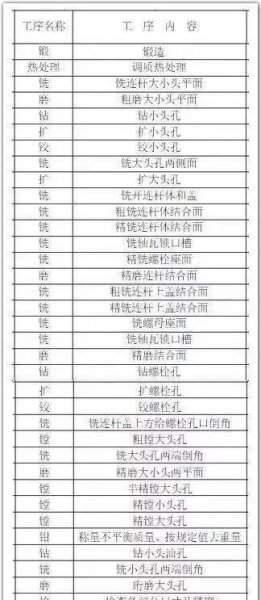
(4)连杆加工的工艺流程表
什么样的连杆是好连杆?
连杆的小头通过活塞销与活塞连接,大头与曲轴的轴颈连接,大、小头尺寸取决于承压面积。连杆的工作温度为90~100℃,运转速度为3000~5000r/min。
为保证连杆锻件顺利进入自动化精密机加工生产线和加工后的成品零件在发动机中的装配精。
同时,为了保持高速运转时其能承受频率极高的拉压交变应力,使曲轴始终处于平衡状态,要求连杆锻件具有高的强度和抗疲劳寿命。
连杆锻件在满足图纸尺寸精度的前提下还应满足如下技术和质量要求:
未注模锻斜度在3°~5°之间,未注圆角半径R在2~5mm之间。
非加工表面应光洁,不允许有裂纹、折叠、结疤、氧化皮(深度>1mm的凹坑)等缺陷。
分模面残留飞边宽度≤0.8mm。
纵剖面金属纤维方向应沿中心线方向并与外形相符,不得有紊乱和间断,不允许有气孔、裂纹、折叠和非金属夹杂物等缺陷。
调质处理硬度在220~270HB之间。
应对锻件作探伤检查。
锻件上的缺陷不允许补焊。
每批锻件的质量偏差≤3%。
本文分享的汽车发动机连杆生产工艺全解以及连杆由哪三部分组成的相关内容,希望对您有所帮助!